
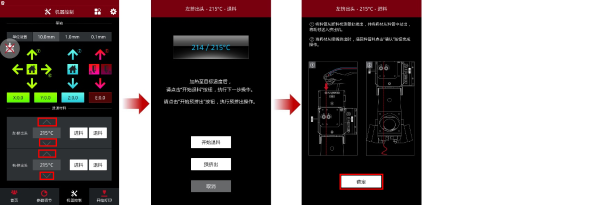
1. 将打印底板归位,并将移动步数设置为10mm。
该设置位于屏幕顶部的“移轴”栏中。 单击向下箭头10次,将打印底板的高度降低到100mm。

2. 将两个挤出机都设置到适当的退料温度。 推荐的目标温度通常比常规打印温度高5-10C℃。 点击“卸载”开始退料。 退料过程完成后,从挤出机上卸下耗材和耗材导管。
注意:如果挤出机中残留有耗材,则喷嘴可能会被冷却的耗材固定在原位,并且无法移动。
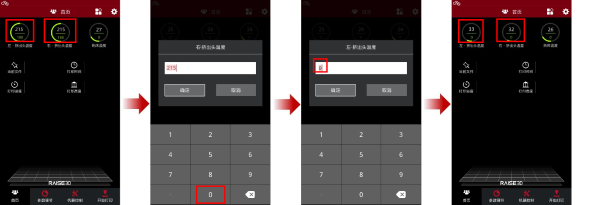
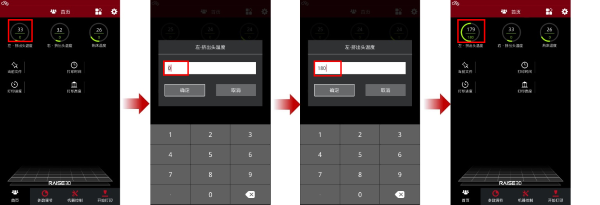
3. 打开“首页”标签,然后单击喷嘴温度。 在新窗口中,将两个喷嘴的温度设置为0℃,然后单击“确定”。 让组件完全冷却后再继续。
当挤出机达到环境温度时,关闭打印机电源。
4. 用2.5mm六角扳手从冷却风扇上卸下螺钉。
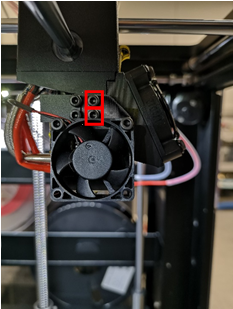
5. 将热端完全向上推,直到散热器接触到夹头。
拧紧下图所示的紧固螺钉,将其固定到位。
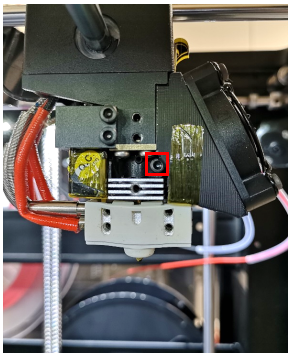
6. 卸下右侧冷却风扇上的螺钉。

7. 用2.5mm六角扳手松开红色标记处的螺钉。
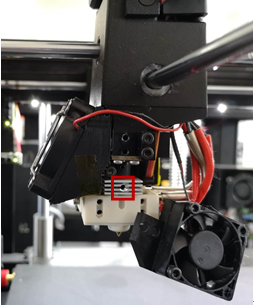
8. 将热端完全向上推,直到散热器接触夹头。
拧紧夹紧螺钉将其固定到位。
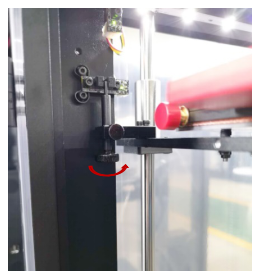
9. 通过逆时针旋转底部螺钉1圈来提高Z轴限位销。
10. 将Z轴归位
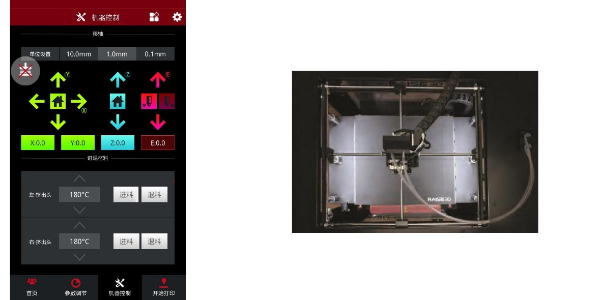
Ÿ 将两个热端加热到180°C或在主屏幕加热加载的耗材温度。
Ÿ 在“机械控制”页面激活左喷嘴,然后单击向上或向下箭头。
Ÿ 在“机器控制”标签中,点击“ Z轴起始位置”按钮,将打印底板移动到原点位置。

11. 通过单击屏幕左上方的“禁用电动机”按钮来禁用电机。 这将使您可以手动自由地重新放置挤出机。
沿轴将挤出机头移动到中心位置。
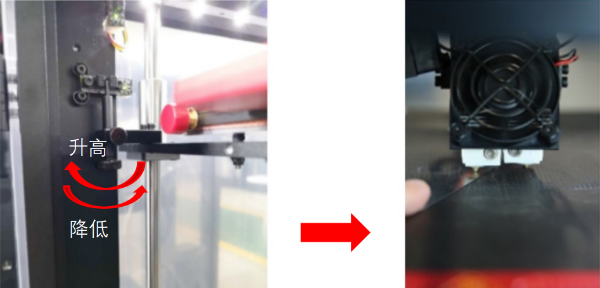
12. 将塞尺(打印机工具包中随附)放在左喷嘴下方。 正确校准后,塞尺在底座和喷嘴之间应有摩擦,而无需用力过大。
要调整喷嘴高度,请如图所示旋转大指旋螺钉。
请勿调节较小的侧面安装螺钉。
**应逐步进行调整。 归位之后才能看到高度的变化。
使Z轴归零,然后使用塞尺检查新高度。
每次调节旋钮时都需要归位。 重复直到获得所需的结果。
13. 在主屏幕上,将右喷嘴加热到180℃。单击图标,然后单击向下箭头,启用右喷嘴。 启用喷嘴后,将温度设置为0℃,并使其完全冷却后再继续。

14. 待热熔胶完全冷却后,将塞尺插入右喷嘴下方,并检查其高度是否合适。 如果需要进一步调节喷嘴,请松开定位螺钉,然后手动移动热端,直到其与塞尺接触。
**请勿调节打印底板。 调整底板高度会影响左喷嘴,需要从步骤9开始重新校准。
15. 将螺丝拧紧。
[13.027-CN.1.0.20220401-Pro2系列-如何如何校准喷嘴高度]
-结束-
