 Pro2系列
Pro2系列
如何调平打印底板
摘要和说明:
在本指南中,我们将介绍利用喷嘴辅助调平打印底板的最佳做法。
值得注意的是,该文档的某些步骤需要重复操作来达到更好的结果。
工具
1)0.2毫米塞尺
2) 2.5毫米内六角扳手
3) 5.5毫米套筒扳手
4) 镊子
注意:除了5.5毫米套筒扳手外,其他工具都在随打印机包装一起的附件套装盒中。

操作开始:
1.) 确保左喷嘴处于降低的位置。准备移动打印机的喷嘴。
点击屏幕上的 “首页”界面。如果两侧挤出机都没有耗材,那么将左、右喷嘴的温度设置为180℃。这是打印机默认的最小喷嘴可移位温度。
如果有任何一边挤出机中有耗材,则要为该侧喷嘴设置最小喷嘴温度。未熔融的耗材难以从喷嘴挤出。
点击“左•挤出头温度”,输入目标温度。
点击“确定”。喷嘴开始加热。
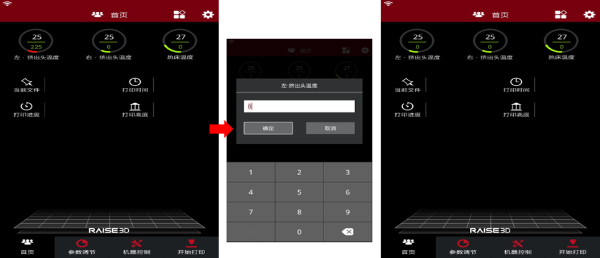
在以上例图中,左喷嘴温度被设置为最低熔化温度以满足左边进料。
 [ ! ] 重复以上操作给右喷嘴加热。
[ ! ] 重复以上操作给右喷嘴加热。
当两个喷嘴都达到目标温度时,喷嘴温度周围的状态环会变成绿色,表明测量喷嘴温度与目标温度一致。
2.) 将左喷嘴降低。
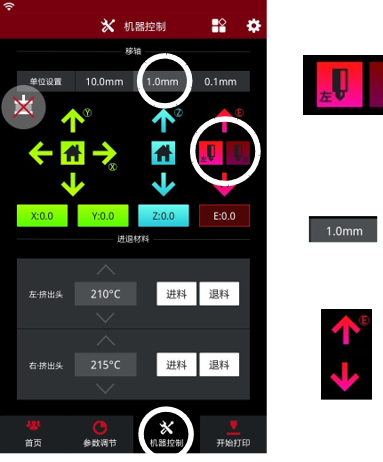
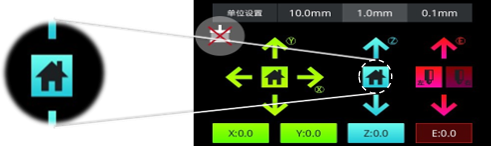
点击屏幕上的 “机器控制”界面。点击红色左喷嘴图标。
(注意:选择喷嘴不会使喷嘴移动。)
确保“单位设置”数值偏低,如“1.0mm”,尤其是任意一侧已经进料时。
点击红色向下箭头来挤出耗材,喷嘴将挤出1.0毫米的耗材。
(注意:点击红色向上箭头则退回耗材。)
3.)在确认过左喷嘴处于更低的位置后,点击 “首页”界面,将左、右喷嘴的温度设置为0℃以冷却喷嘴。使两个喷嘴冷却至室温。
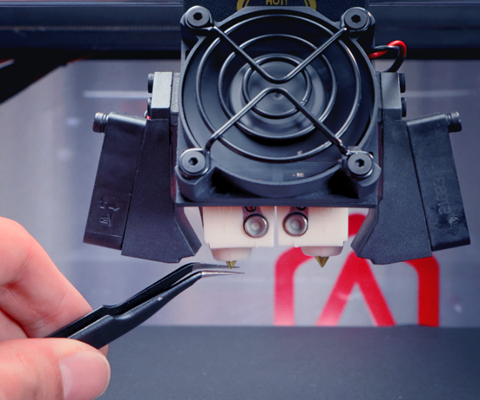
注意:如果耗材被挤出,或恰好从喷嘴口渗出,建议用镊子仔细精准地清理所有粘结在喷嘴口处的耗材。
在使用塞尺时,所有粘结在喷嘴口处的耗材会影响调整的参数结果。
当移动塞尺时明显感觉到塞尺和喷嘴之间存在阻力时,则已获得喷嘴和打印底板之间的最佳间距。
4.) 点击屏幕上的 “机器控制”界面。再点击带“X”的步进电机图标,禁用步进电机。此时会有一条提示信息“电机已被禁用”。

(注意:点击任何X/Y/Z箭头、归位图标,或运行.gcode都会自动启用电机,使打印机正常运转。)
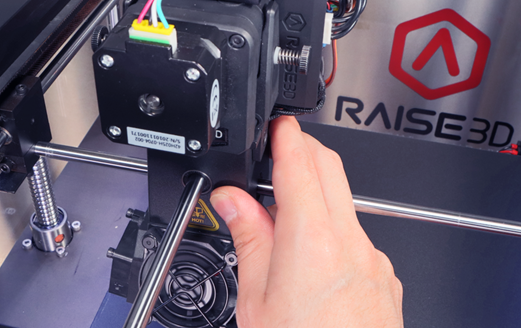
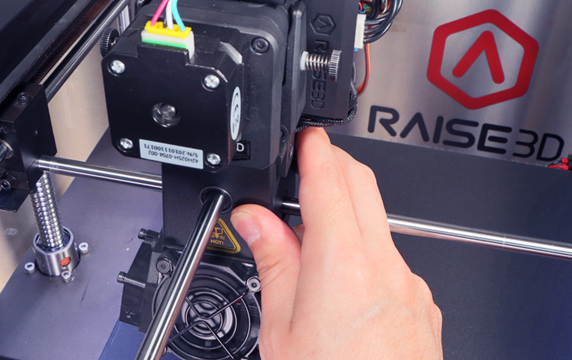
在禁用步进电机的情况下,机头应当可以自由移动。
建议在手动定位机头时,牢牢抓住十字轴上的挤出机机身。
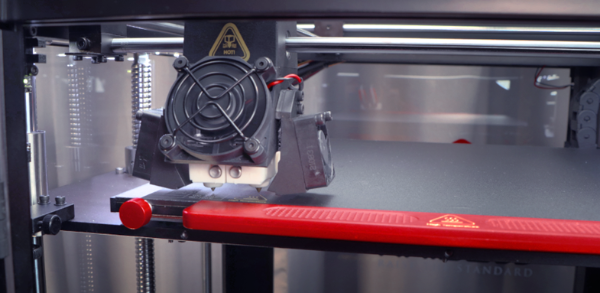
5.) 小心地把机头移动到打印底板的左前角,同时观察喷嘴到打印底板表面的距离。定位机头时,喷嘴不能与打印底板表面发生碰撞。
[ ! ] 如果喷嘴可能与打印底板表面发生碰撞,请参考第8步。
6.) 确保打印底板抬升至零坐标Z0原位。
 还是在“机器控制“界面,点击蓝色的Z轴归位图标,将打印底板抬升至原位。
还是在“机器控制“界面,点击蓝色的Z轴归位图标,将打印底板抬升至原位。
值得注意的是,我们使用这个Z轴的原位来建立和验证合适的喷嘴到底板的距离,以便能成功地将第一层耗材粘附到打印底板表面(BuildTak打印底板材料)。
注意:在原位的这种喷嘴/打印底板距离通常也被称为Z轴偏移距离。
7.) 将塞尺放入左喷嘴和打印底板表面之间小心地移动。注意塞尺需要平放在打印底板表面。
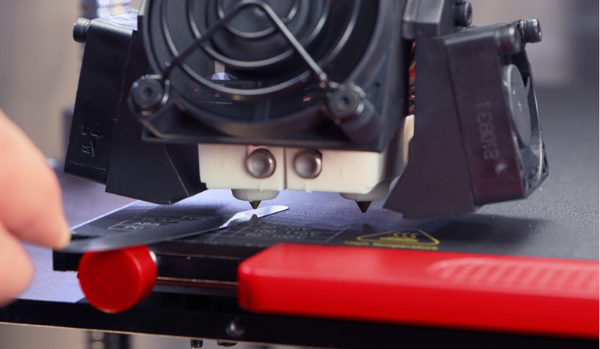
[ ! ] 如果塞尺不能做到以下情况,可能需要调整Z轴偏移来调平校准打印底板:
- 塞尺不能放入喷嘴和打印底板表面之间。
- 在打印底板表面的其余3个角重复塞尺操作时,没有明显感觉到塞尺和喷嘴之间存在阻力。
如果当前的Z轴偏移没有问题,请跳到第9步。
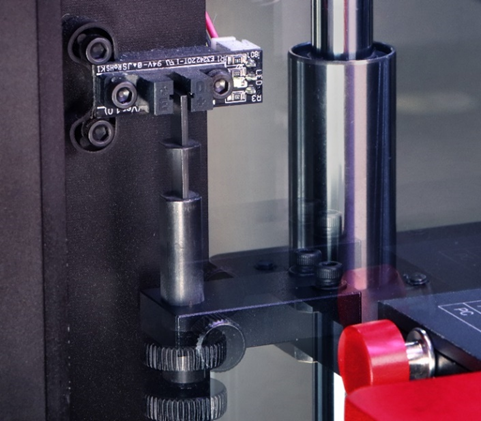
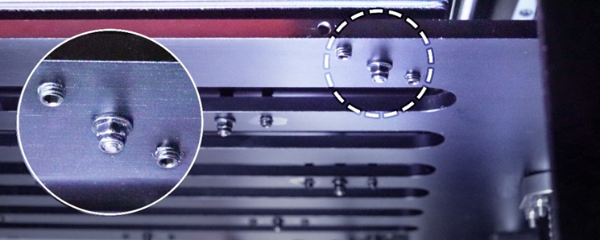
8.) 调整Z轴偏移是通过旋转较大的手拧螺丝来改变手拧螺丝组件上的插销高度,手拧螺丝组件位于打印底板的左前角。
(注意:点击蓝色"归位"图标会使打印平台向上移动。图示插销用于激活限位开关,触发限位开关后,打印底板会停止向喷嘴方向上升。当插销停留在传感器上时,打印平台坐标将复位到Z:0.0,即原位。)

】
[ ! ] 任何螺丝高度的调整都建议以四分之一圈为单位。
>
[ ! ] 手拧螺丝的说明是相对于插销组件的俯瞰视图而言的:

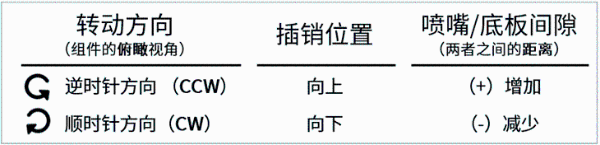
注:随着缓慢旋转手拧螺丝,可以通过点击蓝色Z轴归位图标来定位Z轴的原位。
打印平台应当先下降,再慢慢抬升,直到插销停留在光学传感器处,设定打印机的新Z轴偏移值/原位。
9.) 在左前角的喷嘴和打印底板表面之间移动塞尺,当明显感觉到塞尺和喷嘴之间存在阻力时,按下带“X”的步进电机图标,禁用步进电机。

在禁用步进电机的情况下,机头应当可以自由移动。
建议在手动定位机头时,牢牢抓住十字轴上的机身。
10.) 小心地移动机头到打印底板的右前角,同时观察喷嘴到打印底板表面的距离。
注意:建议通过仔细参考打印底板表面的四个角,沿着四周走,以此验证打印底板是否调平。

[ ! ] 如果喷嘴可能与打印底板表面发生碰撞,请停止移动机头并调整在打印底板下方的螺丝。
继续操作第11步。
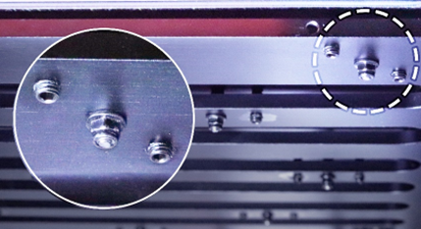
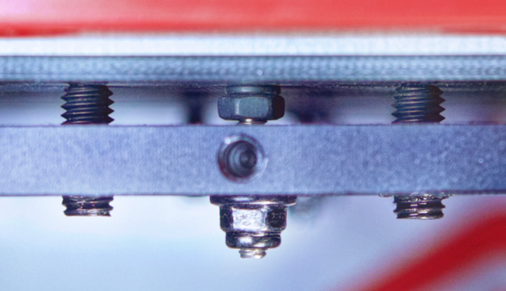
11.) 打印底板的底部有多组固定螺丝/无头螺丝,每组的中心螺丝上有一个尼龙锁紧螺母。通过调整这些由三个部件组成的螺丝来调节底板的平整度。
请注意,金属板中央没有这组螺丝。
中心螺丝上有一个尼龙锁紧螺母,螺丝穿过最下面的金属板,金属板上面附着打印底板。
拧紧尼龙螺母有助于 "压住 "打印平台,使其紧贴两个固定螺丝/无头螺丝的上侧,减少垂直偏差。
不要过度拧紧尼龙锁紧螺母。
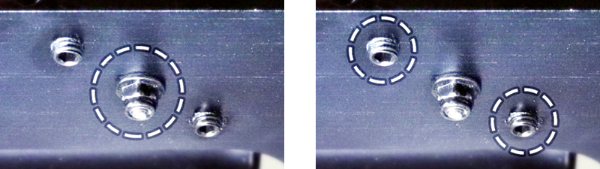
注:只需要调整打印底板4个角下面4个对角线方向的螺丝组即可。
要调整一个角,首先要拧松中间的尼龙锁紧螺母。然后,小心地“拧松”或“拧紧”固定螺丝/无头螺丝来分别降低或提高打印底板接触点。调整好两个固定螺丝/无头螺丝后,固定好尼龙锁紧螺母,将打印底板压在两个调整好的固定螺丝/无头螺丝的上侧--不要过度拧紧。
12.) 在右前角调整喷嘴到打印底板表面之间的高度,可以再次使用塞尺来验证调整是否成功。

注:如有必要,重复调整步骤以确保达到一个适当的高度。
13.) 继续在打印底板的右后角和左后角重复塞尺的过程和相应底部螺丝的调整。
如果四个角已经适当调整后,机头能够围绕打印底板手动移动,同时在喷嘴和打印底板之间保持相对均等的距离(0.2毫米)。
注意在对打印底板的其他角进行塞尺验证后,可能需要重复增加角高度的调整。
请注意,调整一个角点的高度可能会影响相邻角点的高度。