
[ Pro3系列 – 如何开箱 – V1.0 ]
工具:

1. 此处我们以 Pro3 Plus 打印机为例。将打印机放在开放区域并小心地移除外包装。用剪刀或美工刀剪断包装扎带,然后用美工刀沿着纸板箱的顶部划开胶带。

2. 箱内包含1本用户手册、5根国际电源线和1套六角扳手。小心保存便于后续操作。为您的打印机选择合适的电源线。

3. 移除顶部泡沫和剩余的包装材料,然后取出亚克力顶盖。建议两人合作移除纸板箱。

4. 将打印机从泡沫塑料垫上取下,移除罩在打印机上的塑料袋,然后小心地将打印机摆放在开放区域。

5. 找到运输过程中用来固定光轴的卡扣,去除安全扎带,撕下黄色贴纸。然后掰动光轴卡扣,取下所有卡扣。

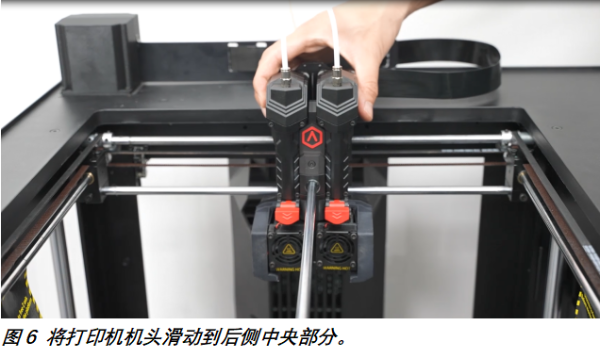
6. 移除所有光轴卡扣后,手动将打印机机头滑动到后侧中央部分。
7. 使用3mm的内六角扳手,移除打印机两侧的丝杆卡扣固定螺丝,并取下丝杆卡扣。
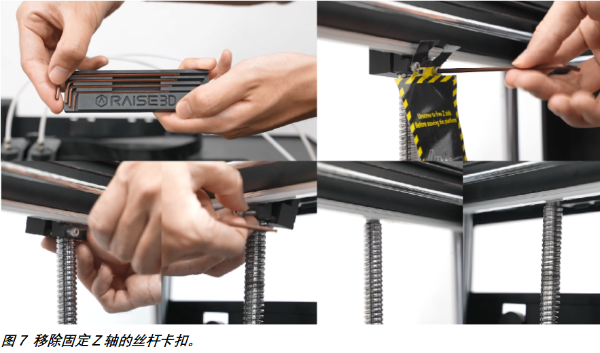
注意:包装中共含有光轴卡扣(24个)、丝杆卡扣(2组)、安全扎带(4个)、固定螺丝(4个)、安全贴纸(4个)、安全提示(2个)请妥善保管上述所有零件,及所有保护性包装,以便后期运输时使用。

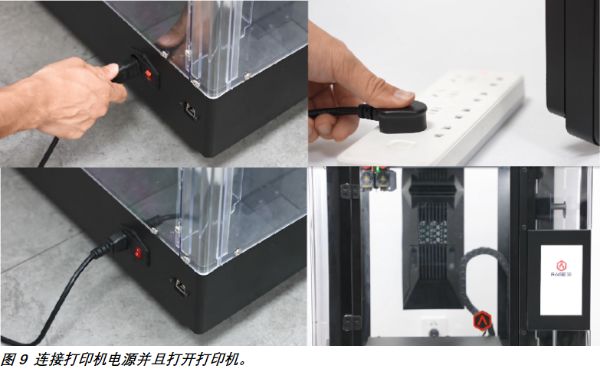
8. 连接打印机电源并且打开打印机。打印机将进入启动程序。大约60秒后打印机将会进入开机向导。
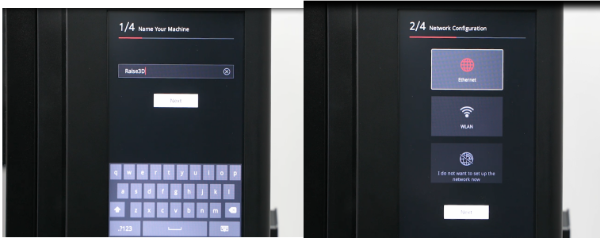
9. 进入开机向导,设置打印机的语言。

10. 确保你已经取出所有垫片、螺丝和卡扣。选择“是”,打印平台将自动抬起。

11. 打印平台升起后取出附件盒。附件盒中包含1个铲刀、2个料架,1个镊子、耗材架以及其他配件。

12. 开机向导将协助您完成打印机的名称、语言、网络连接等基本设置。
13. 完成基本设置后,打印机将进入五步偏移值校准。五步偏移值校准包含左喷嘴Z方向偏移值、右喷嘴Z方向偏移值、热床调平、右喷嘴XY方向偏移值和双色方块。完成整个偏移值校准大约需要一个小时。


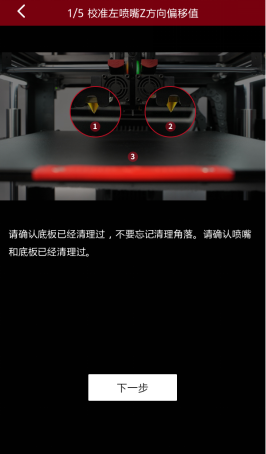
14. 此处我们以校准左喷嘴Z方向偏移值为例,帮助您熟悉五步偏移值校准的操作。详细操作请参考参考Support Center中Pro3 系列 – 如何校准喷嘴高度 – V1.0相关教程。校准左喷嘴Z方向偏移值旨在校准左喷嘴的高度。确保您的打印机符合视频说明的要求。


15. 根据屏幕提示,确保喷嘴和打印底板是干净的,然后选择“下一步”。

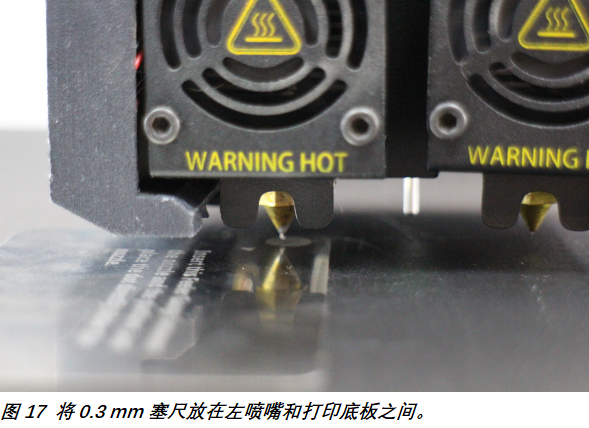
16. 待打印底板停止运动后,将一个0.3 mm塞尺放在左喷嘴和打印底板之间,将塞尺上的磨砂点对准喷嘴,移动塞尺来测试高度。
注意:移动塞尺的过程中请勿用力压打印底板, 外力压打印底板可能会导致测试数值产生偏差。
17. 当您移动塞尺时可以明显感觉到塞尺和喷嘴之间的阻力时为最佳间距,如果您测量出来的间距不符合上述标准,在屏幕上选择抬升或下降按钮来调整底板高度。
注意:
1. 向上箭头为增大打印底板与平台之间的间距; 向下箭头为减小打印底板与平台之间的间距。
2. 调整平台高度时需移开塞尺,避免因高度不合适导致喷嘴撞击塞尺从而磨损喷嘴。

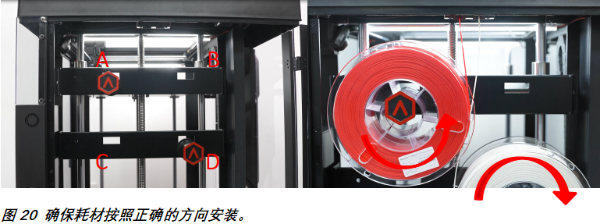
18. 接下来,按照屏幕上的提示将 2卷Raise3D Premium PLA耗材装入挤出机。首先在插槽上安装2个耗材料架。料架应该交错安装。然后将两卷耗材放在支架上。
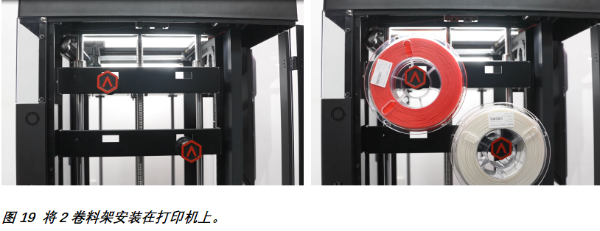
注意:如将耗材安装在A和C点,应保证耗材逆时针旋转;如果将耗材安装在B和D点,应保证耗材按顺时针方向旋转。
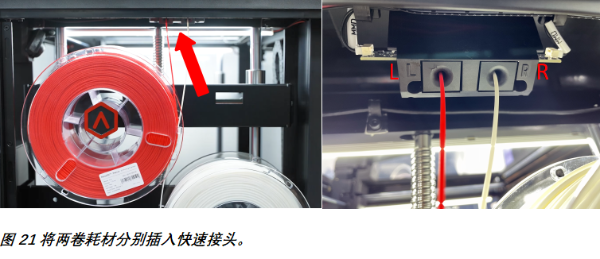
19 .将两卷耗材分别插入快速接头。
注意:L处为左挤出机的快速接头,R处为右挤出机的快速接头。
20. 将耗材穿过料管,然后将耗材插入左右两个挤出机中。


21. 确认耗材可以正常挤出,然后将导管插回原位。 打印机将自动开始打印。

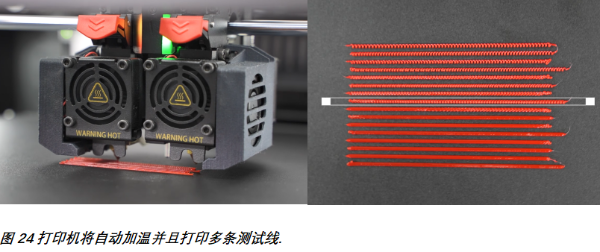
22. 打印机将自动加温并且打印多条测试线。 测试线打印完成后,您需要将测试线与屏幕上的示例进行比较。 打印机提示您选择第一条完全弯曲的测试线。
23. 如图25所示,此时线条9是一条完全弯曲的测试线,选择该测试线然后选择“Next”进入下一步。
注意:如果此时所有线条都是弯曲的,或者没有一条弯曲的线条,请点击下方按钮跳转到相应的解决方案。
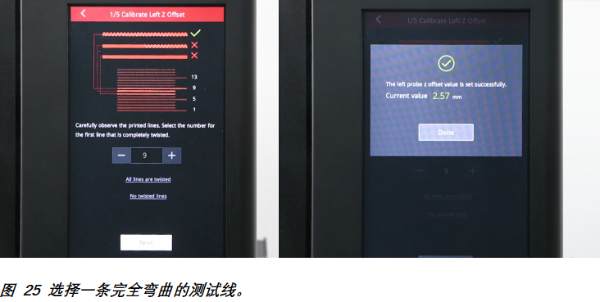
24. 打印机会提示您当前适合的喷嘴高度。现在您已经完成了偏移值校准的第一步,校准左喷嘴高度。按照屏幕上的提示完成五步偏移值校准的其余步骤。


25. 恭喜! 您已经完成了开机向导。 您的 Raise3D Pro3系列打印机将自动完成所有步骤,帮助您轻松打印一个高精度的3D模型。
26. 如需咨询其他问题或寻求技术支持,请通过 support@raised3d.com 联系 Raise3D 客户服务。

[ Pro3系列 – 如何开箱 – V1.0 ]
-END-
