
[ Pro3系列 – 如何更换自调平组件 – V1.0 ]
工具:
① 2mm内六角扳手
② 1.5mm内六角扳手

1. 确保您已经退出了两个挤出机中的耗材。如何退料请参考Support Center 中Pro3系列-如何加料与退料-V1.0相关文档。
2. 将打印底板下降到适合操作的高度,并且将挤出机移动至中心位置,便于后续的操作。
1) 进入机器控制页,选择禁用电机“,此时您可以将打印机机头自由移动到合适的位置。将挤出机移动至中心位置,便于后续的操作。

图1 选择“禁用电机”。
2) 选择Z轴,通过调整上下箭头和设置移动单位,将打印底板调整到适合操作的位置。

图2 将打印底板调整到适合操作的位置。
3. 关闭打印机,切断打印机的电源。

图3 关闭打印机,切断打印机的电源。
4. 从打印机上移除左右两个快拆热端。
1) 掰开红色的卡扣,然后握住快拆热端前端的手柄将挤出机取下。
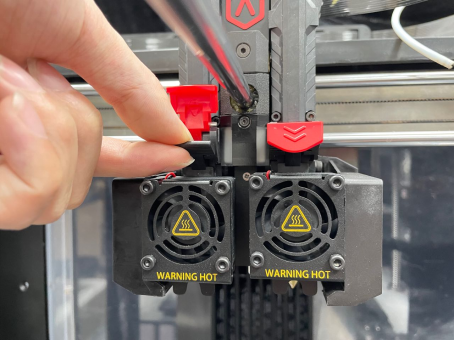
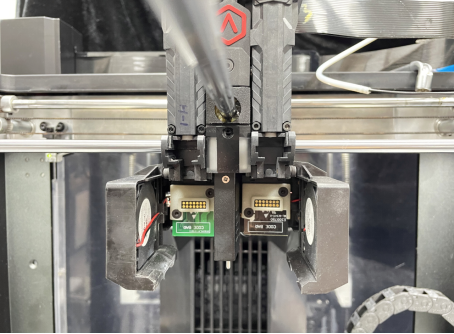
图4 从打印机上移除左右两个快拆热端。
5. 用1.5mm内六角扳手移除灯光控制板上的固定螺丝。该控制板用来控制加热提示灯。
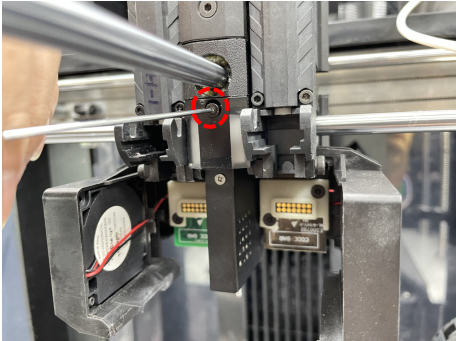
图5 移除灯光控制板上的固定螺丝。
6. 轻轻扭动灯光控制板(如下图所示),往上抬起10度,后将灯光控制板缓缓拔出。
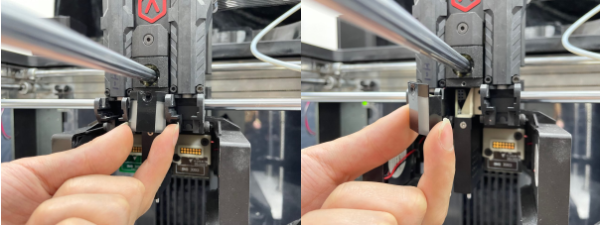
图6 将灯光控制板缓缓拔出。
注意:灯光控制板内侧有插针,请勿强行拔下灯光控制板,以免损坏插针。
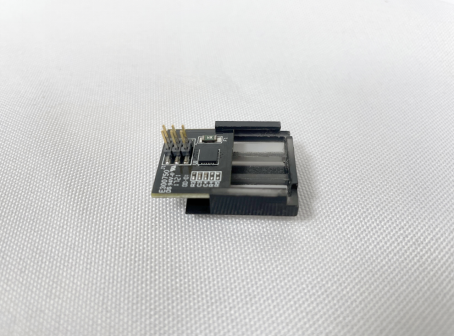
图7 灯光控制板内侧的插针。
7. 用2mm内六角扳手移除自调平组件上的2个固定螺丝。
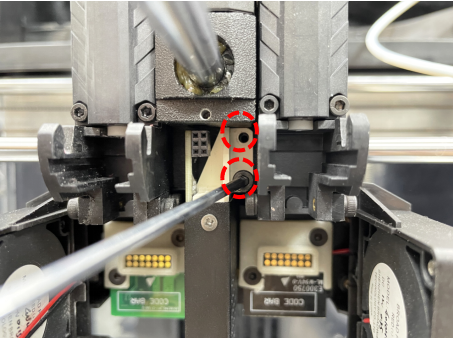
图8 移除自调平组件上的2个固定螺丝。
8. 使用2mm内六角扳手移除自调平组件背后的1个固定螺丝。
注意:
1. 该螺丝位于打印机头背后下方,您可以旋转打印机并在打印机头背后找到该螺丝。
2. 如果无法顺利拧下该固定螺丝,您可以先移除机头PCB盖板再进行操作。
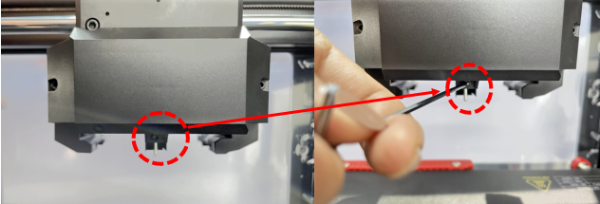
图9 移除自调平组件背后的1个固定螺丝。
9. 轻轻扭动自调平组件并将其从挤出机上拔下。
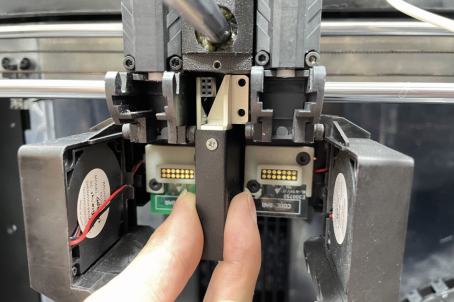
图10 将自调平组件从挤出机上拔下。
10. 准备一个新的自调平组件。
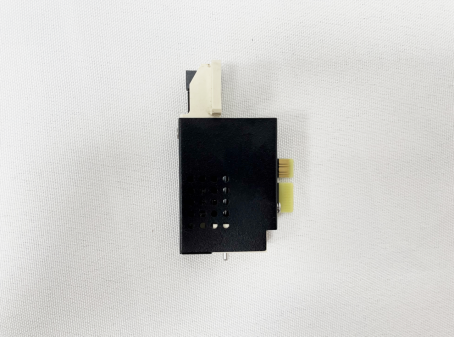
图11 准备一个新的自调平组件。
11.将自调平组件插入挤出机上的插槽中,确保每个插头都与插槽对齐,轻轻摆动自调平组件,直至自调平组件安装到位。
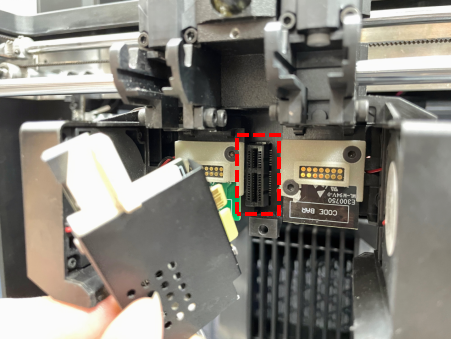
图12 将自调平组件插入挤出机上的插槽中。
12. 用2mm内六角扳手固定自调平组件上的2个固定螺丝,将自调平组件固定到挤出机上。
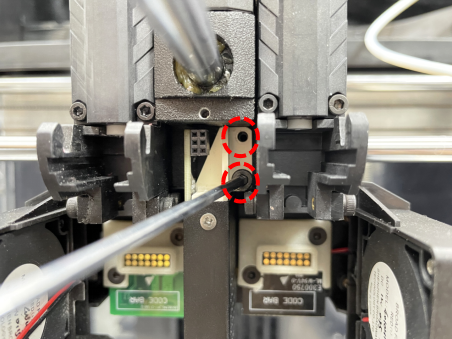
图13 固定自调平组件上的2个固定螺丝。
13. 用2mm内六角扳手将自调平组件上背后的的1个固定螺丝固定到位。

图14 将自调平组件上背后的的1个固定螺丝固定到位。
14. 将灯光控制板插入插槽中,确保灯光控制板的插针与插槽对齐。轻轻摆动灯光控制板将灯光控制板安装到位。
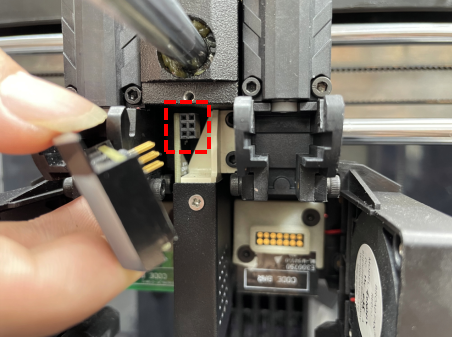
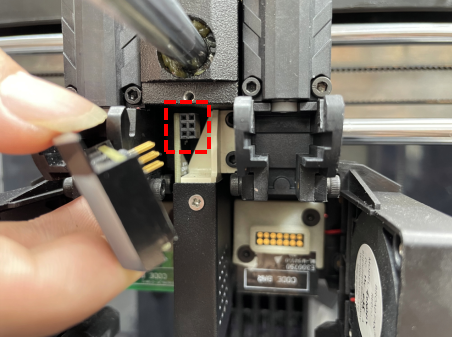
图15 将灯光控制板插入插槽中。
15. 用1.5mm内六角扳手拧紧灯光控制板上的1个固定螺丝,将灯光控制板安装到位。
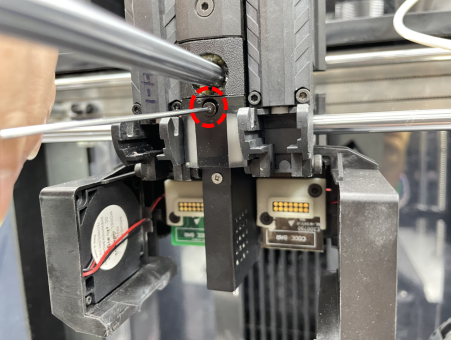
图16 拧紧灯光控制板上的1个固定螺丝。
16. 将两个快拆热端重新安装到挤出机上,并且将红色锁扣安装到位。详细的快拆热端安装教程,请参考Support Center中Pro3系列-如何更换快拆热端-V1.0相关文档。
注意:快拆热端左右位置请勿互换,左快拆热端仍安装在左边,右快拆热端安装在右边。
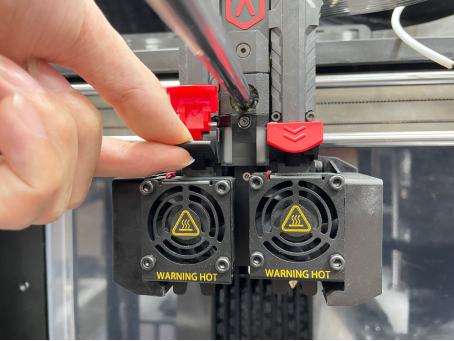
图17 将两个快拆热端重新安装到挤出机上。
16. 当您更换完新的自调平组件后,您可以立即运行底板调平功能检验自调平组件能否正常工作。我们建议您直接运行5步偏移值校准,该偏移值校准内包含底板调平(详见步骤17)。
1) 在主页选择“机器控制”,进入“机器控制”界面。

图18 进入“机器控制”界面。
2) 选择状态栏上第一个图标,您将快速进入自动调平功能页面。

图19 进入自动调平功能。
3) 打印机为您提供了两种自动调平的模式,“完整模式”和“简单模式”。完整模式将开始63 (9*7)点调平,大概需要6分钟。简单模式将运行9(3*3)点调平,大概需要2分钟。
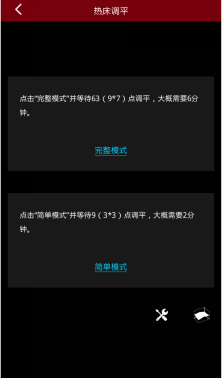
图20 两种自动调平的模式。
4) 请选择适合的调平模式,清理打印底板、喷嘴、探针,并且确保打印底板上没有任何杂物。然后点击“确定“,打印机将自动开始运行底板调平。
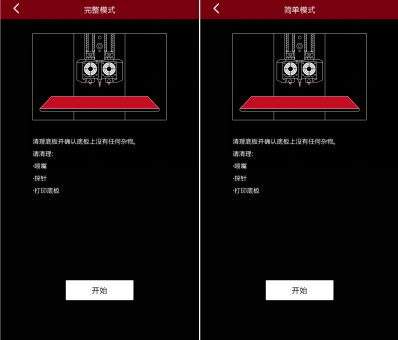
图21 打印机将自动开始运行底板调平。
注意:当打印机头开始运动时,请观察自调平组件上的探针能否正常上下运动,如果探针能够上下运动,说明自调平组件已经正确安装。
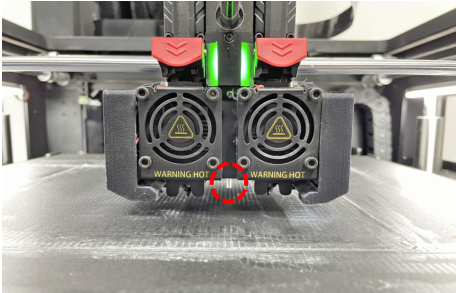
图21 观察自调平组件上的探针能否正常上下运动。
5) 打印机将自动运行底板调平。调平完成后,打印机将显示当前的底板平整度。
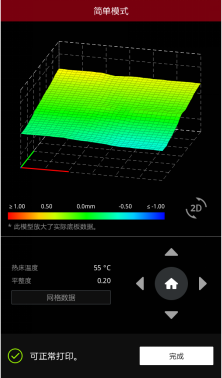
图22 调平完成。
6) 您可以点击界面下方设置按钮进入底板调平设置界面,您可以启用“使用调平数据补偿“,或者开启”每次打印前进行调平探测“。
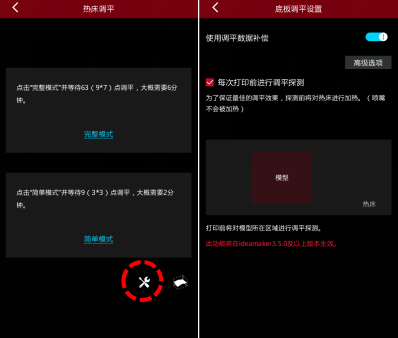
图23 进入底板调平设置界面。
7) 您还可以点击界面下方查看打印底板平整度的网格数据,查看打印底板是否可以正常打印。
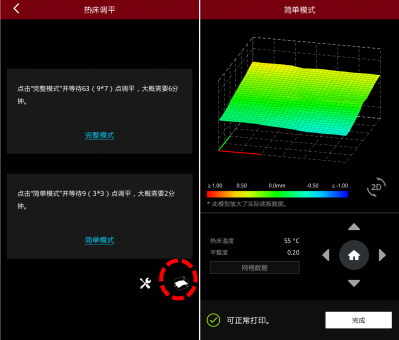
图24查看打印底板平整度的网格数据。
8) 打印底板的平整度应该在0-0.2mm范围内,如果您的打印底板平整度不符合该标准,请参考Support Center中相关文档调整打印底板平整度并且重新运行底板调平。
17. 更换完自调平组件后,调平数据补偿功能中,旧的数值可能无法使用。建议您重新运行5步偏移值校准。5步偏移值校准能帮助您校准喷嘴高度、两个喷嘴之间的间距。
1) 确保您的打印机已经加载2卷Raise3D Premium PLA耗材,并且能够正常挤出耗材。如何加载耗材请参考Support Center中Pro3系列-如何加料与退料-V1.0相关教程。
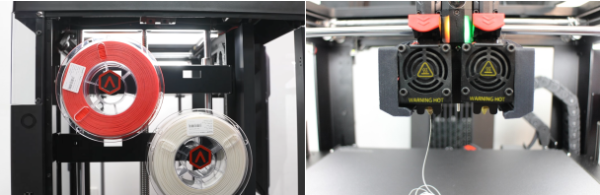
图25 将耗材加载到打印机。
2) 选择左上角的“设置”图标,进入设置界面。
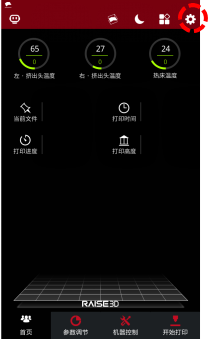
图26 进入设置界面。
3) 在“机器”页面上选择“维护”,进入维护界面。

图26 进入“维护”页面。
4) 选择“偏移值校准” 进入偏移值校准界面。

图27 进入“偏移值校准”页面。
5) 确认您的打印机已经满足屏幕上的所有要求,然后选择“开始”。
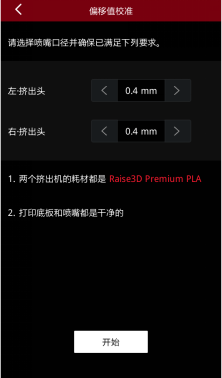
图28 确认您的打印机已经满足屏幕上的所有要求。
6) 按照屏幕上的提示依次运行5步偏移值校准的每个步骤。

图29 依次运行5步偏移值校准的每个步骤。
[ Pro3系列 – 如何更换自调平组件 – V1.0 ]
-结束-
