
[ Pro3系列 – 如何校准喷嘴高度 – V1.1]
工具:
① 0.3mm塞尺
② Raise3D Premium PLA 耗材(2卷)

在什么情况下需要校准喷嘴高度?
如果您将一个快拆热端(左快拆热端或右快拆热端)从原来的插槽中整体移除,重新安装后无需重新校准喷嘴高度。 但是,如果将左快拆热端与右快拆热端交换,或者将一个旧快拆热端更换为新的快拆热端,则需要校准喷嘴高度。
当您更换快拆热端上的单个组件时,例如更换散热器、喷嘴和喉管后需要重新校准喷嘴高度;更换冷却风扇或挤出机控制板时无需重新校准喷嘴高度。
如何校准喷嘴高度?
1. 确保您的打印机已经加载2卷Raise3D Premium PLA耗材,并且能够正常挤出耗材。如何加载耗材请参考Support Center中Pro3系列-如何加料与退料-V1.0相关教程。
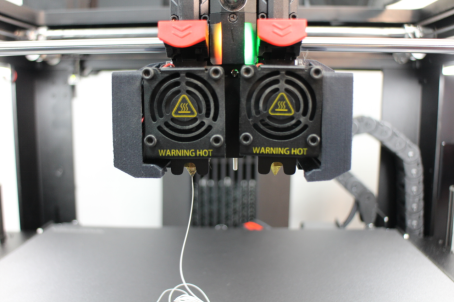
图1 确保打印机能够正常挤出耗材。
2. 选择左上角的“设置”图标,进入设置界面。
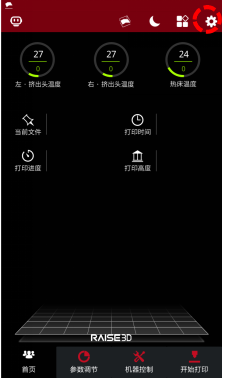
图2 进入设置界面。
3. 在“本机设置”页面上选择“维护”。

图3 进入“维护”页面。
4. 选择“偏移值校准”页面。

图4 进入“偏移值校准”页面。
5. 确认您的打印机已经满足屏幕上的所有要求,然后选择“开始”。
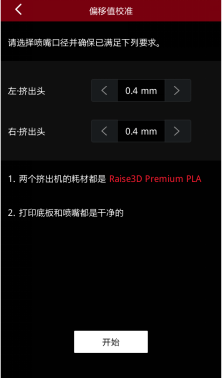
图5 确认您的打印机已经满足屏幕上的所有要求。
6. 您会进入5步偏移值校准界面,您需要运行第1步“左喷嘴Z方向偏移值”和第2步“右喷嘴Z方向偏移值”。这两个步骤将分别校准左喷嘴和右喷嘴到打印底板的高度。

图6 运行“左喷嘴Z方向偏移值”和 “右喷嘴Z方向偏移值”。
7. 根据屏幕提示,确保喷嘴和打印底板是干净的,然后选择“下一步”。
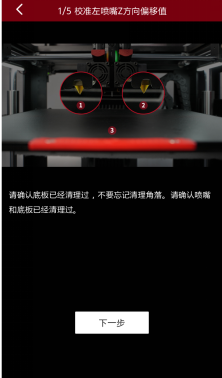
图7 确保喷嘴和打印底板是干净。
8. 待打印底板停止运动后,在左喷嘴和打印底板之间放置一个 0.3 mm塞尺,将塞尺上的磨砂点对准喷嘴,移动塞尺来测试喷嘴到打印底板之间的高度。
注意:移动塞尺的过程中请勿用力压打印底板, 外力压打印底板可能会导致测试数值产生偏差。
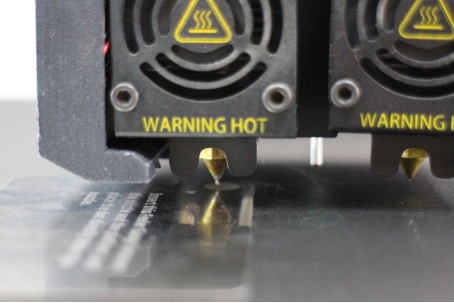
图8 移动塞尺来测试喷嘴到打印底板之间的高度。
9. 当您移动塞尺时明显感觉到塞尺和喷嘴之间存在阻力时,您已获得喷嘴和打印底板之间的最佳间距,如果您测量出来的间距不符合上述标准,在屏幕上选择上升或下降箭头来调整底板高度。
注意:
1. 上升箭头为增大打印底板与平台之间的间距;下降箭头为减小打印底板与平台之间的间距。
2. 调整平台高度时需要移开塞尺,避免因喷嘴高度不合适导致喷嘴撞击塞尺从而磨损喷嘴。

图9 调整打印底板的高度。
10. 打印机会自动加温,并打印多条打印多条测试线。 测试线打印完成后,您需要将测试线与屏幕上的示例进行比较。打印机会要求您选择第一条完全弯曲的曲线。
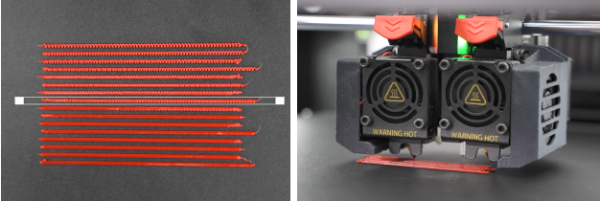
图10 打印机会自动加温,并打印多条打印多条测试线。
11. 如此时线条9是第一条完全弯曲的测试线,选择该测试线然后选择“Next”进入下一步。
注意:如果此时所有线条都是弯曲的,或者没有一条弯曲的线条,请点击下方按钮跳转到相应的解决方案。
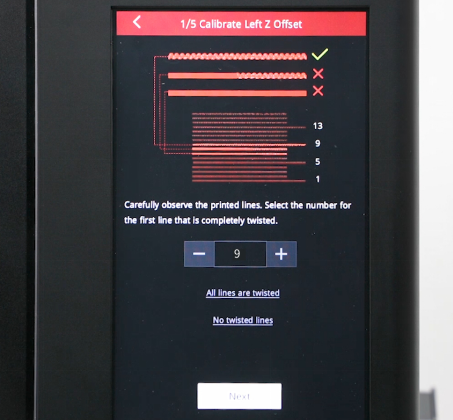
图11 选择一条完全弯曲的测试线。
12. 此时,打印机已经自动为您调整好左喷嘴最适合的高度,并且告知您当前的数值。如此时的左喷嘴高度是2.57mm。
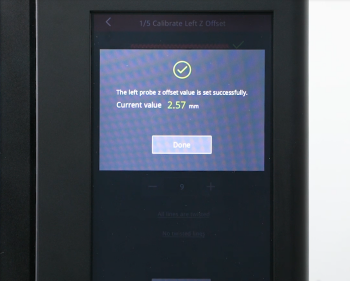
图12 打印机已经自动将左喷嘴调整至合适的高度。
13. 接下来您需要参考以上步骤校准右喷嘴的高度。

图13 调整右喷嘴的高度。
[ Pro3系列 – 如何校准喷嘴高度 – V1.1 ]
-结束-
