
[ Pro3 系列-如何清理堵料-V1.0 ]
工具:
①1.5mm 内六角扳手
②1.5mm钻头
③镊子
④1.5mm通针
⑤尖嘴钳
⑥8mm套筒

导致堵料的可能原因包括:
1打印时,挤出机的温度不够导致耗材无法完全熔化。
2.加热过久导致耗材在喷嘴内碳化,堵住挤出机和喷嘴。
3.挤出机温度太高导致材料在喉管处熔化,堵住喷嘴。
4. 喉管发生漏了。
5. 第一层与打印底板距离过近。
6. 耗材质量差,耗材内杂质较多,或者耗材线团缠绕在一起。
7. 耗材直径不一致,误差超过 +/- 0.03mm。
8. 耗材没有充分干燥,尤其需要注意尼龙之类的易潮湿耗材。
9. 耗材存放时间过久,耗材会变脆且容易干裂。
10. 耗材刚性不足,容易堵在挤出机齿轮处。
11. 喉管散热风扇异常,导致耗材软化在喉管处,导致堵头。
A. 退出挤出机中的所有耗材
当您在打印过程中发生堵料,或者耗材无法正常挤出,您需要拆卸挤出机排查堵料的位置。在拆卸挤出机前,首先您需要退出堵料的挤出机中的耗材的所有耗材,此处以退出左挤出机中的耗材为例。
1. 在屏幕上选择“机器控制”进入机器控制页。

图1 进入“机器控制”页。
2. 将左喷嘴温度设置为适合加载当前材料的温度。例如此时左喷嘴加载了Raise3D Premium PLA耗材,将左喷嘴温度设置为215℃。
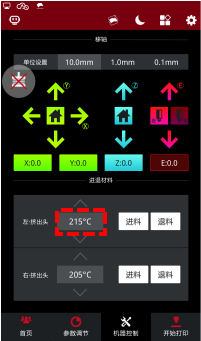
图2 将喷嘴温度设置为适合加载当前材料的温度。
3. 点击“退料“按钮,打印机开始加热。当打印机达到指定温度时,点击“开始退料”。挤出机会预挤出剩余的耗材,然后开始退料。

图3 挤出机开始退料。
4. 按住金属快速接头后拔下料管。
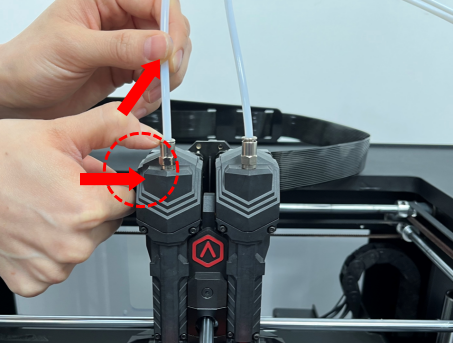
图4 拔下料管。
5. 用手将耗材从挤出机中轻轻拔出,待耗材从挤出机中全部移除后,在屏幕上选择“确定”结束退料。
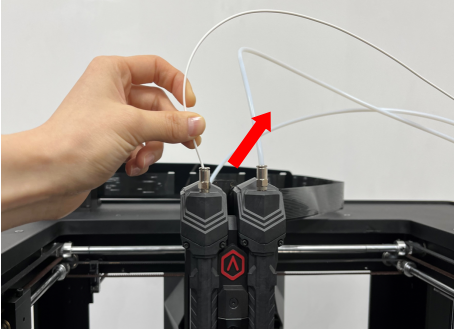
图5 用手将耗材从挤出机中轻轻拔出。
6. 如果此时耗材材无法从挤出机中拔出,说明耗材卡在挤出机或者热端组件中。您需要将卡出的耗材拔出。
1) 用 1.5mm 的内六角扳手拆下挤出机前盖上4颗螺丝,然后移除前盖,查看耗材是否卡在挤出机中。如果耗材卡在挤出机中,尝试用手拔出挤出机中的耗材。
2) 如果耗材没有卡在挤出机中,耗材可能卡在快拆热端中。此时您无法直接将快拆热端取下。
3) 在未获得准许的情况下,如果您在保修期内拆解快拆热端,可能导致您的保修条款失效。建议您直接更换快拆热端,或者联系售后团队获得更多帮助。
B. 重新加载较高打印温度的耗材
您可以加载比您当前打印的耗材温度更高的耗材,从而用更高的温度融化挤出机内剩余的耗材。例如如果您之前是使用PLA 打印的, 则可以您可以加载PC耗材。PC耗材的加料温度为250-270℃。
1) 在机器控制界面,将左喷嘴温度设置为270℃。然后点击“进料“。打印机开始加热。当打印机达到指定温度时,点击“开始进料”。然后将耗材装入进料口。
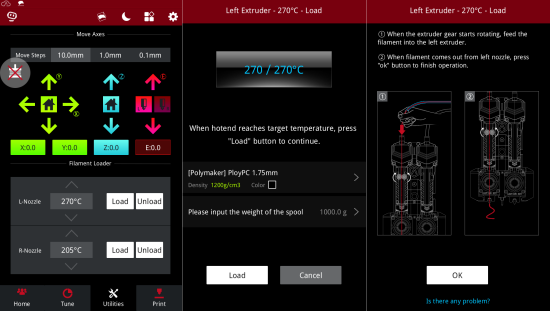
图6 挤出机开始退料。
2)观察耗材能否正常被挤出,如果耗材能够被挤出。如果耗材仍无法被挤出,请继续检查堵料位置。
C. 检查堵料位置并清理堵料
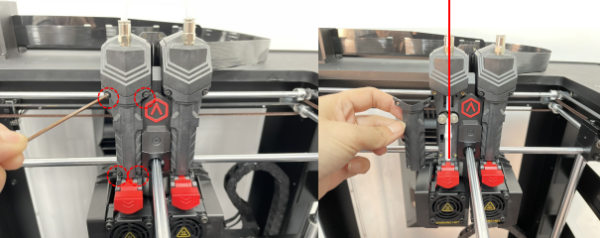
1. 将通针插入挤出机,确认耗材堵在挤出机内的位置。
若耗材堵在Ⅰ位置,移步至步骤2;
若耗材堵在Ⅱ位置,移步至步骤3;
若耗材堵在Ⅲ位置,移步至步骤4.
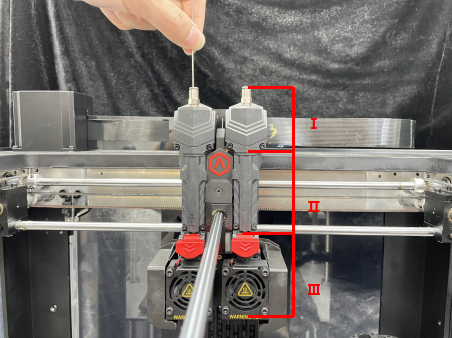
图7 用通针检查堵料的位置。
2. 如果耗材堵在挤出机的进料管内,使用活动扳手将快速接头拆下。然后将进料管取出。使用通针将熔积的耗材推出。若无法取出剩余的耗材,建议更换新的进料管。

图8 检查料管。
3. 若耗材堵在挤出机内,用 1.5mm 的内六角扳手拆下挤出机前盖上4颗螺丝,然后移除前盖,查看耗材卡在挤出机的哪一部分。
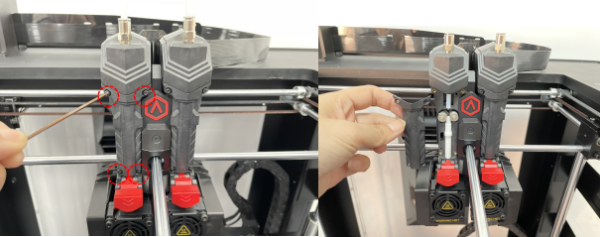
图9 拆除前盖。
1) 若耗材卡在挤出机齿轮之间,请用镊尖嘴钳将堆积的耗材取出。如果此处没有耗材,则耗材可能堵在特氟龙白色软管里。

图10 移除齿轮上的耗材。
2) 将特氟龙白色软管取出,观察是否有耗材熔积在软管内部。如果有,使用通针将耗材钻出;若无法将耗材钻出,建议联系售后支持更换新的特氟龙软管。如果软管内没有融积的耗材,则可能堵在热端里。

图11 检查特氟龙管。
4. 若耗材堵在快拆热端内,请先用通针尝试将堵塞的耗材推出。
1) 将左喷嘴加热到耗材的加热温度。等待热端到达设定的温度后关闭打印机电源。
2) 用通针插入左挤出机,施以向下的力尝试将耗材推出。若无法用通针将耗材推出,需要进一步拆卸喷嘴。
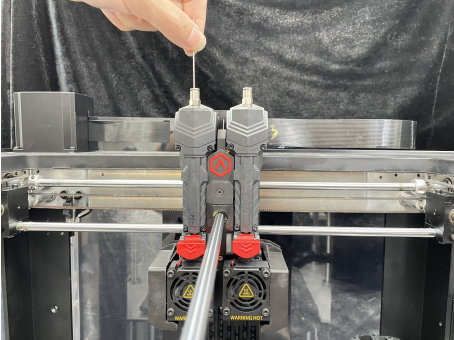
图12 尝试将快拆热端中的耗材推出。
4) 如果您无法将快拆热端中的耗材推出,请勿擅自拆卸快拆热端。在未获得准许的情况下,如果您在保修期内拆解快拆热端,可能导致您的保修条款失效。建议您直接更换快拆热端,或者联系售后团队获得更多帮助。
D. 验证打印机能否正常运行
1. 确保您的打印机已经加载2卷Raise3D Premium PLA耗材,并且能够正常挤出耗材。如何加载耗材请参考Support Center中Pro3系列-如何加料与退料-V1.0相关教程。
2. 运行5步偏移值校准,校准喷嘴高度和偏移值,检查打印机是否能够正常打印。
3. 选择左上角的“设置”图标,进入设置界面。
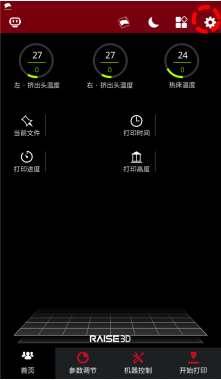
图26 进入设置界面。
4. 在“本机设置”页面上选择“维护”。

图27 进入“维护”页面。
5. 选择“偏移值校准”页面。

图28 进入“偏移值校准”页面。
6. 确认您的打印机已经满足屏幕上的所有要求,然后选择“开始”。

图29 确认要求。
7. 您会进入5步偏移值校准界面,依次运行每个步骤。

图30 运行5步校准。
8. 检查打印机在打印的过程中是否堵料或漏料。请根据此教程重新清理堵料或者联系Raise3D售后支持。
[Pro3 系列-如何清理堵料-V1.0]
-END-
