
如何运行喷嘴Z方向偏移值校准(0.4mm口径除外)
工具:
1. 塞尺
操作步骤:
注意:由于右喷嘴的Z方向位置是基于左喷嘴的Z方向位置进行计算,所以请务必先进行左喷嘴Z方向偏移值校准再进行右喷嘴Z方向偏移值校准。
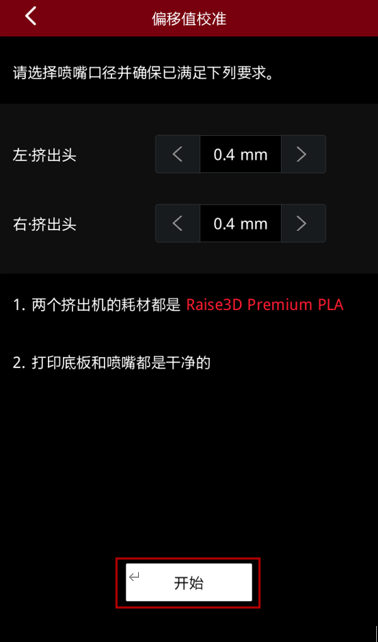
1.打印机处于空闲状态,点击首页右上角的齿轮图标,进入“设置”页面。在“设置”页面,点击“维护”>“偏移值校准”>“开始”。
注意:此时喷嘴口径依然选择0.4mm。



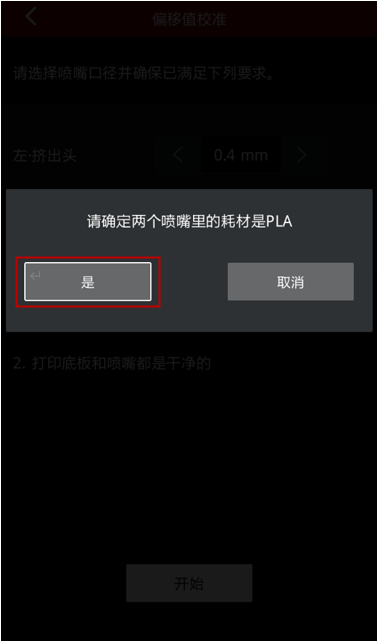
2. 确定两个喷嘴的耗材是PLA后,点击“是”,进入“设置方法”页面。
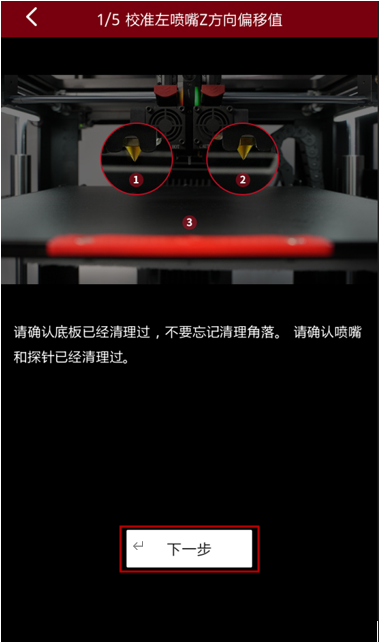
3. 选择“左喷嘴Z方向偏移值”,并点击“下一步”。根据屏幕提示,进行相应操作,直至出现可编辑的“偏移值数据”页面。


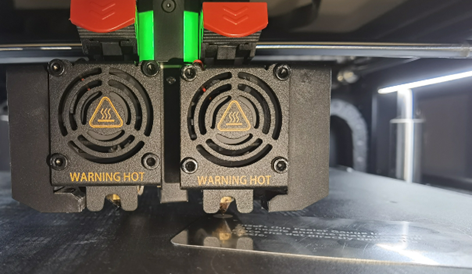
4. 目测喷嘴与打印底板之间的间隙,并放入塞尺,将塞尺上圆点部分对准喷嘴。如果喷嘴离塞尺较远,请选择向上抬升平台即增加z值;如果喷嘴和塞尺距离过近挤压塞尺,请选择向下降低平台即减小z值,直到喷嘴刚好接触塞尺。

以下数值仅为示例:点击2次“↑1.0”,此时“偏移值数据”显示为“2.00mm”,且打印底板抬升。


继续目测喷嘴与塞尺之间的距离,一边点击“↑0.1”,一边在打印底板上平移塞尺,感受塞尺的圆点与喷嘴之间的阻力。当点击6次“↑0.1”后,底板上升使喷嘴刚好碰到塞尺圆点,此时平移塞尺可感受到圆点进出喷嘴与打印底板之间的缝隙时虽有明显的阻力,但依然可以塞入缝隙,则说明2.6mm为左喷嘴的偏移值数据。点击返回箭头“<”,如下图左上角蓝框所示。
注意:确定好左喷嘴的偏移值后切勿点击“下一步”。

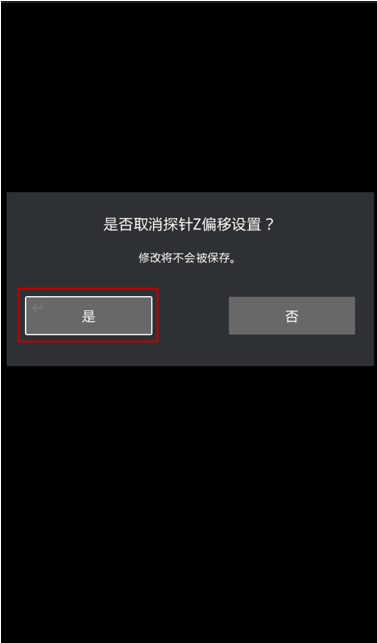
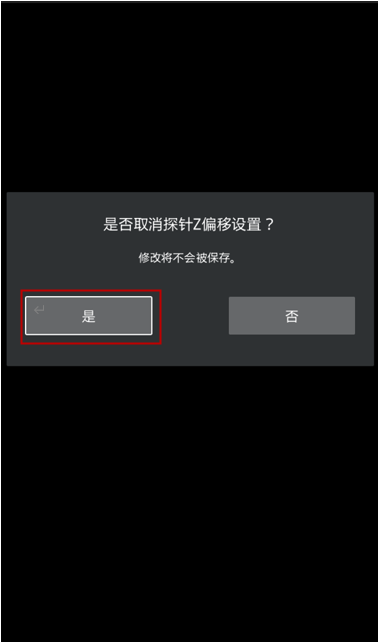
5. 弹出“是否取消探针Z偏移设置”对话框,点击“是”。返回“设置方法”页面,并点击“偏移值设置”,如右下图蓝框所示。

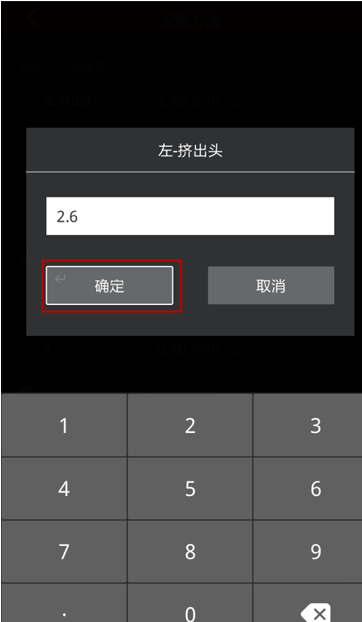
6. 点击“左挤出头”右侧的编辑图标 ,输入步骤4中得到的偏移值数据,此以2.6mm为例,点击“确定”。在“设置方法”页面再点击“应用”。
,输入步骤4中得到的偏移值数据,此以2.6mm为例,点击“确定”。在“设置方法”页面再点击“应用”。


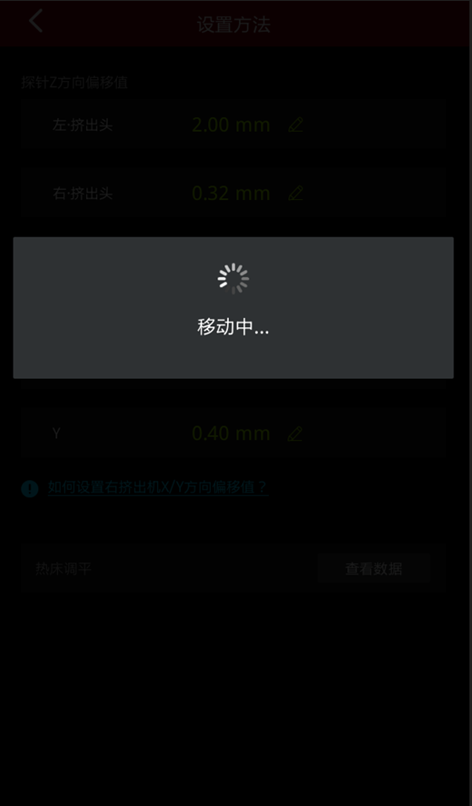
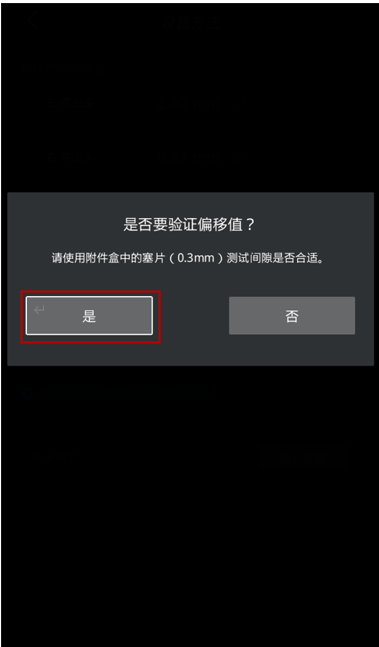
7. 弹出“是否要验证偏移值”对话框,点击“是”,打印底板开始移动。
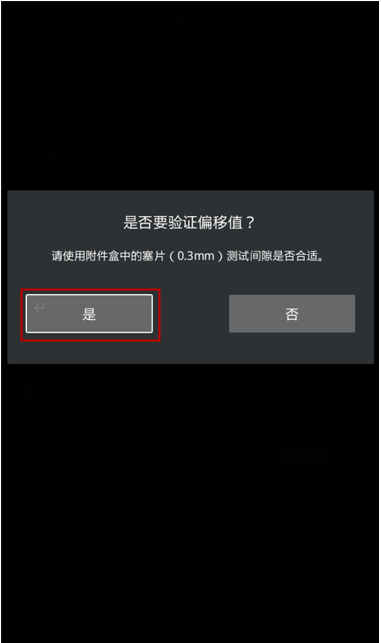
8. 移动停止后,可以使用塞尺再次验证,若此时塞尺上的圆点与喷嘴有轻微的摩擦感,则说明偏移值正确,并点击“退出”,返回“设置方法”页面(如右下图所示),左喷嘴Z方向偏移值校准完成。


9. 若偏移值仍需要调整,则点击“退出”后返回步骤6进行微调,并重复步骤6、7、8直至左喷嘴Z方向偏移值校准完成。
10. 基于步骤1和2,选择“右喷嘴Z方向偏移值”,并点击“下一步”。根据屏幕提示,进行相应操作,直至出现可编辑的“偏移值数据”页面。




11. 目测喷嘴与打印底板之间的间隙,并放入塞尺,将塞尺上圆点部分对准喷嘴。如果喷嘴离塞尺较远,请选择向上抬升平台即增加z值;如果喷嘴和塞尺距离过近挤压塞尺,请选择向下降低平台即减小z值,直到喷嘴刚好接触塞尺。
以下数值仅为示例:点击2次“↑0.1”,此时“偏移值数据”显示为“0.20mm”,且打印底板抬升。


继续目测喷嘴与塞尺之间的距离,一边点击“↑0.1”及“↑0.01”,一边在打印底板上平移塞尺,感受塞尺的圆点与喷嘴之间的阻力。当点击9次“↑0.1”和3次“↑0.01”后,底板上升使喷嘴刚好碰到塞尺圆点,此时平移塞尺可感受到圆点进出喷嘴与打印底板之间的缝隙时虽有明显的阻力,但依然可以塞入缝隙,则说明0.93mm为右喷嘴的偏移值数据。点击返回箭头“<”,如下图左上角蓝框所示。
注意:确定好右喷嘴的偏移值后切勿点击“下一步”。

12. 弹出“是否取消探针Z偏移设置”对话框,点击“是”。返回“设置方法”页面,并点击“偏移值设置”,如右下图蓝框所示。

13. 点击“右挤出头”右侧的编辑图标 ,输入步骤11中得到的偏移值数据,此以0.93mm为例,点击“确定”。在“设置方法”页面再点击“应用”。
,输入步骤11中得到的偏移值数据,此以0.93mm为例,点击“确定”。在“设置方法”页面再点击“应用”。



14. 弹出“是否要验证偏移值”对话框,点击“是”,打印底板开始移动。
15. 移动停止后,可以使用塞尺再次验证,若此时塞尺上的圆点与喷嘴有轻微的摩擦感,则说明偏移值正确,并点击“退出”,返回“设置方法”页面(如右下图所示),右喷嘴Z方向偏移值校准完成。


16. 若偏移值仍需要调整,则点击“退出”后返回步骤13进行微调,并重复步骤13、14、15直至右喷嘴Z方向偏移值校准完成。
[15.121-CN.1.0.20240805-Pro3系列-如何运行喷嘴Z方向偏移值校准(0.4mm口径除外)]
-结束-
美国 |亚洲 |欧洲
销售与业务:sales@raise3d.com
技术支持:help.raise3d.com
对于任何其他查询:inquiry@raise3d.com
